Советы
О тонкостях горячего метода
Чтобы удачно изогнуть трубу горячим способом, следует применить наполнитель из песка. Идеальным вариантом является среднезернистый песок – строительный или речной. Если нет возможности использовать именно такой, в крайнем случае подойдет и материал из детской песочницы, но предварительно очищенный от ненужного содержимого. Для очищения от ненужных примесей его требуется просеять через сито с отверстиями около 2 миллиметров. После первого просеивания на сите останутся крупные элементы – веточки и камешки. Их присутствие в наполнителе крайне нежелательно, потому что при нагреве они могут повлиять на рельеф и образовать выпуклости. Далее требуется просеять будущий наполнитель второй раз, уже через мелкое сито для избавления от слишком мелкого песка. После просеивания песок подвергают прокаливанию.

Трубу, на месте, где будет происходить изгибание, отжигают. Перед засыпанием наполнителя стоит позаботиться о заглушках, которые не дадут ему высыпаться. Рекомендовано изготавливать их из дерева, так, чтобы они плотно прилегали к стенкам. В одной из заглушек необходимо проделать пазы, через которые должен будет выходить горячий воздух. Такие отверстия располагают на каждой из сторон, то есть при квадратном сечении их должно быть четыре. После установления заглушки без отверстий через воронку можно начинать засыпку наполнителя. При этом периодически следует простукивать деталь для уплотнения песка. После закрепления второй заглушки можно намечать место изгиба, закреплять деталь и производить равномерный нагрев. Если деталь сварная, то шов должен быть расположен снаружи изгиба во избежание его расхождения. Цвет готовой к гнутью детали должен быть красно-вишневого цвета, а от трубы – отлетать окалина.

О тонкостях холодного метода
Тонкости холодного метода:
- Без использования специальных инструментов и нагревания в холодное время года можно значительно облегчить процесс гибки. Для этого, альтернативно способу с песком, в качестве наполнителя используется вода. После наполнения и установки заглушек изделие выставляется на мороз на время, необходимое для полного замерзания жидкости. В свете физических свойств замороженной воды, изгибание осуществить будет проще.
- Во избежание травм кистей и для уменьшения приложенных усилий предлагается использовать профильную трубу сечением чуть больше изгибаемого. Для этого больший профиль надевается по краям меньшего, таким образом, увеличивая плечо силы.
- Мастера советуют делать пробный изгиб на ненужной части изделия, это даст представление о его физических свойствах и предотвратит ошибки в последующих попытках.

Подытоживая вышеописанное, можно сделать выводы о том, насколько будет эффективен тот или иной способ. Целесообразнее для получения более качественного результата и экономии времени обратиться к профессионалам, располагающим специально предназначенным для этих целей оборудованием. Если работы подразумевают множественное изгибание изделий, то почему бы не задуматься о приобретении специального оборудования, а также, возможно, и о предоставлении услуг по сгибанию другим людям. В таком случае можно будет быстро окупить устройство.

О том, как согнуть трубу без трубогиба для навеса, смотрите в следующем видео.
Дополнительные способы сгибания
Разогрев трубы строительным феном и засыпание песка могут использоваться как самостоятельные или дополнительные способы при сгибании трубы. Они позволяют ускорить процесс изгиба при ручном методе и выполнить операцию за один подход.
Разогрев строительным феном осуществляется так:
- Трубопровод равномерно нагревается потоком теплого воздуха со всех сторон.
- Одним движением выполняется изгиб на необходимый радиус.
Вместо строительного фена для разогрева можно приспособить обычную паяльную лампу.

Метод с засыпанием песка предполагает:
- Закрыть одно из отверстий трубы.
- Аккуратно засыпать песок внутрь изделия.
- Выполнить изгиб необходимого радиуса.
Металлопластиковые трубы обладают разной жесткостью, поэтому требуют различных усилий для сгибания. Если для одних изделий достаточно простого ручного изгиба, то другие лучше заранее разогреть строительным феном или паяльной лампой. Выяснить степень жесткости можно, выполнив пробный изгиб на небольшом участке трубопровода.
Как работать с пластиком
Пластик — высокоплавкий материал. От повышения температуры от легко меняет форму, если применять подходящие температуры, то придать нужную форму полипропилену просто, главное избегать перегрева и воздействия открытого огня.
Подготовьте место для работы. Изолируйте его от детей, домашних животных и назойливых членов семьи. Работа потребует максимального внимания и точности действий. Соблюдайте технику пожарной безопасности. Рядом не должно быть горючих предметов и любого источника огня. Чтобы не обжечься используйте перчатки.

Для нагрева пластика используйте строительный фен. Не превышайте рабочую температуру больше 170 градусов. Выполняйте сгиб плавным движением, контролируя радиус излома. Он должен соответствовать диаметру трубы, увеличенному в 8 раз.









Предельно допустимый минимальный радиус сгиба
| Диаметр, см | Радиус изгиба, см |
| 5 | 40 |
| 4 | 32 |
| 3,2 | 25,6 |
| 2,5 | 20 |
| 2 | 16 |
Виды изделий
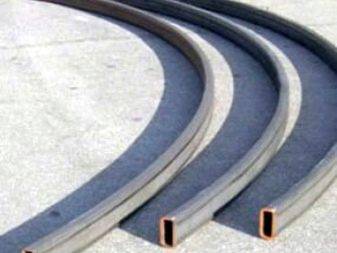
Изделия профильного трубопроката представляются рядом металлических труб различной конфигурации в сечении поперечного разреза. Они могут быть самые разные, но отличные от круглой, то есть – нестандартной формы: овоидные и плоскоовальные, прямоугольные, часто имеющие квадратную конфигурацию с закругленными углами, и даже многогранные. Круглые используются узко – в основном для сооружения водопроводной и канализационной сетей.

Профили же квадратной и прямоугольной форм более востребованы на рынке. Благодаря тому, что на плоской стенке проще всего закрепить любой материал, они популярно используются при строительстве производственных и бытовых сооружений. Такой элемент имеет повышенную прочность и является ребром жесткости в постройке. Профиль отлично справляется с моментными нагрузками (нагрузками на изгиб), именно поэтому являются хорошим выбором в качестве использования при возведении металлического каркаса построек различного предназначения.



Изделия выпускаются широким рядом размеров, в зависимости от типа металла: например, медную возможно найти в ряду толстостенных профилей большого значения площади разреза, в отличие от алюминиевых. Мебель же производят из тонкостенных прокатов из «нержавейки». Материалом для изготовления чаще всего становится высоко- или низколегированная сталь. Квадрат-трубы отличаются друг от друга по способу производства: бывают электросварные, холодно- и горячекатаные, бесшовные. Особенностью сварки является наличие среды инертного газа, но существует и иной способ – индукционная сварка.
Применение трубогиба
Рассмотрим еще один способ − как загнуть медную трубку, не прилагая при этом никаких дополнительных усилий. Надежным помощником в этом деле станет специальное устройство − трубогиб, благодаря которому можно экономить время, ускорять и облегчать саму процедуру гибки.
Что же это за прибор? Это мобильный инструмент, который изгибает трубу по заданному параметру, фиксируя один конец трубы и перемещая другой. А место сгиба при этом всегда находится в стабильном положении.

Все трубогибы, согласно принципу действия, классифицируются на:
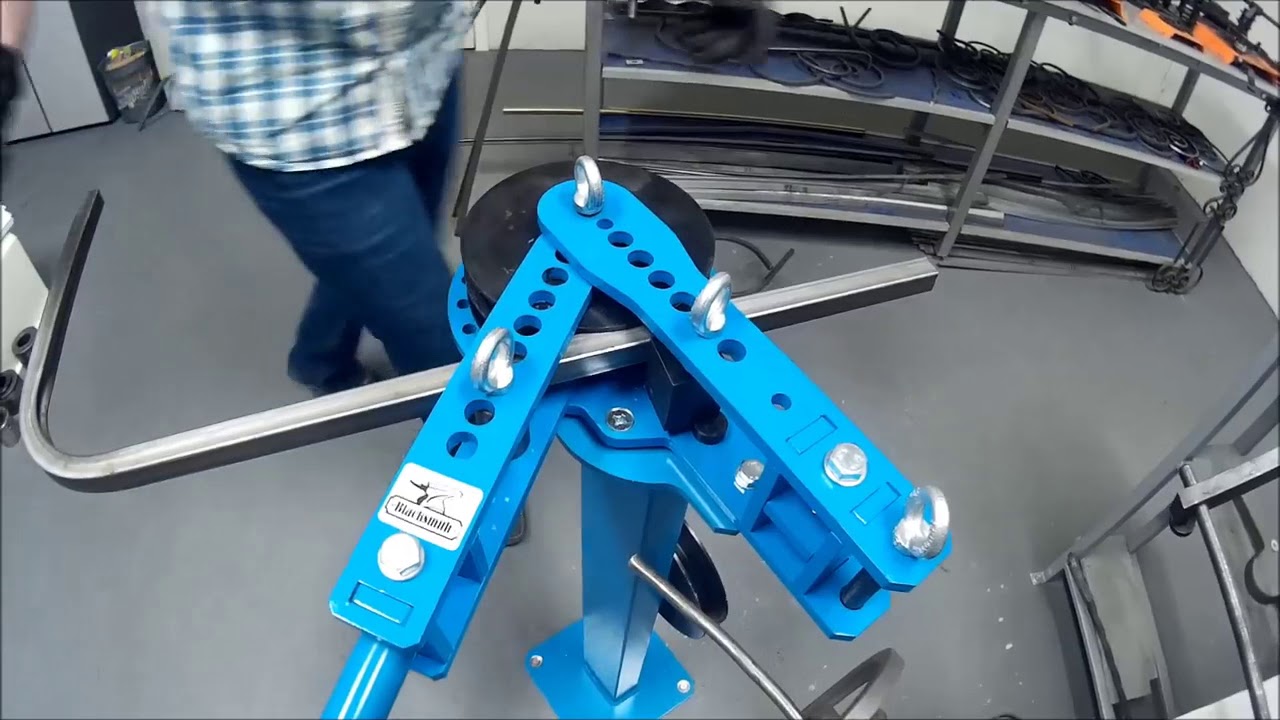
- Рычажные (ручные), включающие пару рычагов с башмаком и гибочным шаблоном. Для установки нужного угла необходимо брать ориентир на знаки на поверхности рычагов. Затем зафиксировать заготовку в скобе, совместить нули и выполнить основную работу. Воспользовавшись этим трубогибом, можно согнуть дома трубку почти под углом 180̊.
- Гидравлические, которые относятся к устройствам профессионального уровня и загибают трубку намного оперативнее предыдущих. Благодаря гидравлическому принципу действия трубогиба, вам не придется особо напрягаться.
- Электрические, которые используются в промышленном производстве или бизнесе. С помощью таких приборов вполне реально выполнение серийного заказа. Электрические трубогибы функционируют от электропривода и очень напоминают ручные аналоги. Трубное изделие укладывают в скобу и сгибают по параметрам, которые задают специальные сегменты.
Разобравшись в теме − как согнуть медную трубу, вам еще предстоит правильно подобрать оборудование в соответствии с параметрами сгибаемой заготовки. Например, ручной трубогиб, пружина или песок окажутся кстати при загибании изделия небольшой длины и диаметра. А вот изменить профиль крупной заготовки под силу лишь гидравлическим и электрическим инструментам.
Альтернативные способы сгибания
Чтобы гибка профильных труб по радиусу принесла желаемые результаты, необходимо учитывать такие факторы, как:
- пластичность облицовочного материала (жесть, пластик, монолитный и сотовый поликарбонат);
- форма сечения и толщина стенок — квадратные изделия лучше выдерживают деформацию;
- упругость металла — при проведении формовки холодным способом заготовки нужно деформировать на 10-15 % больше необходимого радиуса.
Существуют следующие альтернативные способы сгибания прямоугольных труб:
Ковкой. Изгибание производится путем методичного нанесения ударов по заготовке тяжелым молотом. Предварительно изготавливается наковальня, верх которой имеет округлую форму. Заготовка жестко крепится струбцинами к основанию наковальни. После этого по профилю наносятся удары
Следует соблюдать осторожность, т.к. чрезмерные усилия могут привести к сплющиванию изделия
Работать удобнее с отрезками длиной не более 1 м.
По лекалу. Основанием для размещения детали может быть бетонная, асфальтированная или выложенная плиткой площадка. На ней наносится контур дуги, после чего в грунт вбиваются арматурные штыри или тонкие стальные трубы. Деталь закрепляется на первом штыре. По мере изгибания проводится сварка со штырями. Когда сила упругости ослабеет, арка срезается со штырей болгаркой.
Прокат под гнетом. Для создания давления используется транспортное средство с боковым выносом колес и без крыльев. Рейка укладывается в заранее подготовленную канавку из стали или бетона. После этого производится методичное прокатывание колеса по профилю. Осевое соответствие контролируется вручную или металлическими направляющими.
Чтобы снизить вероятность деформации стенок изделия, в него можно вставить тонкую и длинную стальную пружину. В том случае, когда используется нагрев, не следует охлаждать горячую сталь водой. От этого она может покрыться трещинами или лопнуть. Лучше воспользоваться отработкой. При использовании мускульной силы на свободный конец звена рекомендуется насаживать длинный и прочный рычаг. Так удастся добиться желаемой цели с меньшими усилиями.
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:










- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения
Доверьте гнуть трубу настоящим профессионалам!
ООО «Металлоконструкции» (находимся в Москве) — мы гнем трубу любого диаметра, сечения. На нашем предприятии трудятся настоящие знатоки дела, имеющие внушительный опыт в сфере металлообработки. Наша технологическая база позволяет гарантировать скорость выполнения в сочетании с высоким качеством и точностью.
Наши услуги (так же на индивидуальный заказ):
- Гибка стальных;
- Гибка профильной трубы;
- Гибка нержавеющей круглой трубы;
- Металлообработка цветного проката.
В зависимости от материала и радиуса гиба, цельнотянутые трубы гнут холодным или горячим методом, с использованием наполнителя или дорна. Особенность металлообработки нержавеющих сталей заключается в изобилии сплавов с разными характеристиками. Визуально незаметные дефекты: овализация, складки в виде гармошки – оказывают влияние на скорость движения потока, давление, могут ускорить процессы коррозии. Наши специалисты учитывают исходные характеристики и область применения материала, а технологические процессы осуществляются под цифровым контролем.
У нас есть все необходимое для выполнения металлообработки любого уровня сложности и точности. Мы режем и гнем трубу из следующих материалов:
- алюминиевая труба;
- латунь;
- медь;
- сталь и т. д.
Основным критерием при гибке трубы радиусом является относительное удлинение, этот показатель устанавливается стандартами для каждого сорта труб. Кроме этого специалисты анализируют соотношение диаметра и толщины стенки, радиус изгиба волокон в структуре сплава и другие характеристики.
Наши возможности:
- Получение крутоизгнутых изделий с гибом 1,5D и 3D;
- Гнутье труб большого диаметра;
- Работа с заготовками более 6 метров в длину;
- Изготовление сложных геометрических звеньев;
- При необходимости: точность загиба труб до 1 градуса;
- Полное соответствие заданию заказчика;
- Лицензии;
- Высокая квалификация сотрудников.
При выполнении работ возможно сочетание разных методов в рамках одного заказа. По согласованию с заказчиком выполним развальцовочные работы, в результате Вы получите готовые секции с формованной кромкой, которые сразу можно устанавливать на место.

Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.










Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.

Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
- Отжечь участок сгиба заготовленной трубы;
- Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
- Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
- Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
- Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
- После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
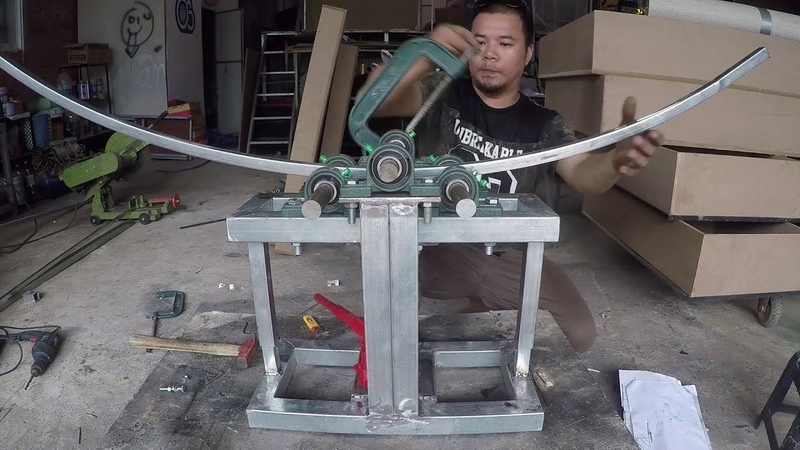
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.









Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.

Все способы, как согнуть ПНД трубу на производстве и в домашних условиях Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Советы
Для того, чтобы труба легче гнулась, участок изгиба перед работой нужно прогреть строительным феном
Обратите внимание – температура плавления полиэтилена не превышает 135 градусов. Нагрев выше этого значения приведет к непоправимым последствиям
На многих сайтах встречается рекомендация проверять температуру при помощи полоски бумаги. Обугливание бумаги свидетельствует о достижении нужной температуры. Но нигде не указано, что температура обугливания бумаги выше 150 – 200 градусов. Отсюда же следует вывод, что использование паяльной лампы или горелки для нагрева недопустимо, поскольку температура пламени распределяется неравномерно и превышает минимальные значения в несколько раз.
Применение трубогибов позволяет изгибать трубы с радиусом менее допустимого, но предварительно необходимо проверить качество на ненужном отрезке из одной партии. Получившийся сгиб распиливают ножовкой и внимательно осматривают на наличие отслоений и иных дефектов. При их отсутствии можно приступать к чистовой работе.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами

Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.











Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
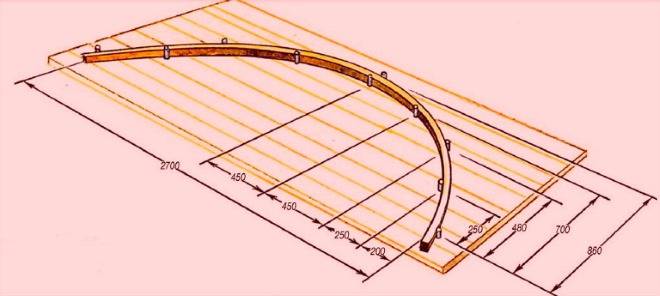
Схема стенда для гибки профильных труб

Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
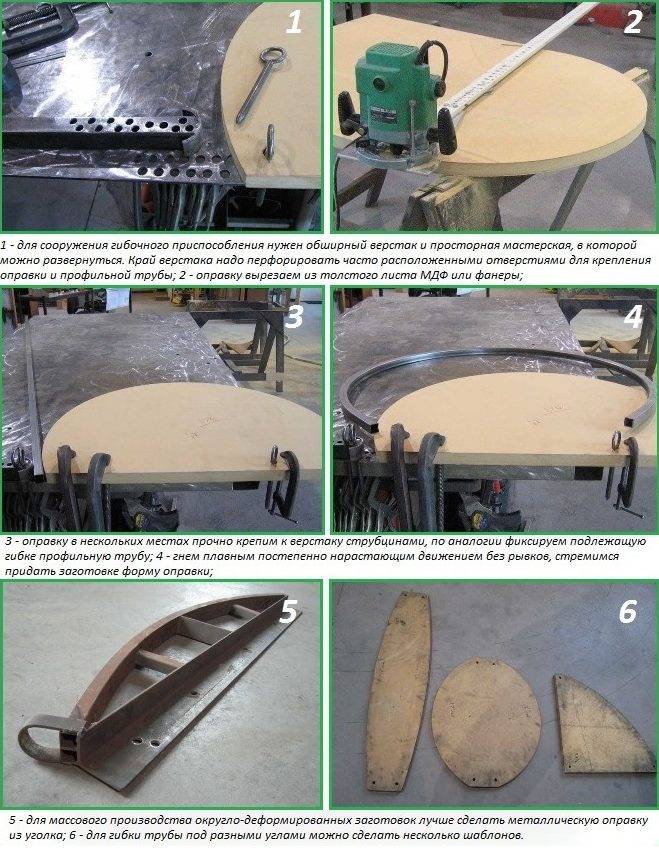
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.





