Суть технологии лазерной резки металла
Лазерная установка создает узкий направленный луч, который воздействует на поверхность заготовки на площади, равной нескольким микронам, при этом кристаллические решетки металлов нагреваются до температуры плавления.
Поскольку лазерный луч контактирует с поверхностью заготовки на минимальной площади, остальные ее области в процессе резки не нагреваются. Таким образом, установки не представляют опасности для обслуживающего их персонала.
К преимуществам лазерной резки труб круглых следует отнести также минимальную погрешность. При контакте луча с металлом он плавится и мгновенно испаряется. Длина луча при этом не превышает пары сантиметров.
При помощи лазера можно выполнять резку круглых труб небольшой толщины, в противном случае луч не будет эффективен.
Рекомендовано к прочтению
За счет аккуратности выполнения реза круглые трубы и другие конструкции или детали не нуждаются в дополнительной обработке, их можно сразу же использовать или передавать на следующий этап работы. Соответственно, еще одним преимуществом лазерной резки круглых труб является экономия затрат предприятия.
В основном, лазер предназначен для вырезания деталей и заготовок, однако его можно использовать и для фрезеровки или высверливания углублений заданной глубины и диаметра. К недостаткам можно, пожалуй, отнести, невозможность проводить работы внутри заготовки.
При помощи лазерных установок можно гравировать изделия, при этом нет необходимости в сложном оборудовании, достаточно минимального диаметра луча.
Достоинства и недостатки лазерной резки.
Несмотря на неоспоримые преимущества резки круглых труб лазером, у этой технологии имеются и определенные недостатки.
Достоинства:
- Отсутствие механического воздействия на заготовку позволяет обрабатывать как прочные, так и хрупкие металлы.
- Рез отличается высоким качеством и ровностью краев. Дефекты при резке отсутствуют.
- Вырезанные лазером детали можно сразу использовать, в дальнейшей обработке они не нуждаются.
- Благодаря точности резки можно работать с деталями независимо от их конфигурации.
- В установку можно загружать чертежи, созданные в любой соответствующей программе.
- Лазерная резка круглых труб отличается высокой эффективностью и производительностью.
- На одном листе можно компактно разместить большее число деталей.
- Позволяет экономить ресурсы, финансы и время.
Недостатки:
- Оборудование для лазерной резки круглых труб является дорогостоящим.
- Нельзя работать с металлами, имеющими высокие отражающие характеристики.
- Ограничения по толщине материала (максимум – 20 мм).
- Принцип работы установок для лазерной резки металлов.
Несмотря на простоту и компактность установок, они отличаются большей мощностью, чем иные станки для резки металлов.
Основу установки составляет стержень, являющийся сердцем излучателя. Непрерывный световой поток позволяет ему возбуждаться и накачиваться.
Установки оснащаются специальными системами, фокусирующими луч, и резонаторами, придающими ему силу, которая необходима для плавления металла.
Для управления установками используются специальные автоматизированные программы, заложенные в память ПО оборудования.
Наибольшей эффективности работы можно добиться при использовании кислорода, позволяющего добиться самой высокой температуры. Это обусловлено реакцией, происходящей в момент соприкосновении газа с раскаленной обрабатываемой поверхностью. На скорость резки влияет чистота кислорода.
Технологические особенности резки труб лазером
Невзирая на то, что использование такого метода на данный момент крайне распространено и обладает массой преимуществ, нужно учесть некоторые нюансы технологии обрабатывания металла. Особенности лазерной резки:
- качественный разрез без трещин, неровностей;
- отсутствует прямое контактирование с покрытием, что исключает деформирование;
- возможно изготовить различные технологические соединения;
- возможно состыковать обрабатываемые детали без допобработки краев;
- есть возможность соединить несколько циклов в одну операцию (распил, обрабатывание краев и пр.), что позволит уменьшить цену заготовки;
- после раскроя трубы сохраняются главные качества.
Лазерная резка профильных труб
Метод резки профильных труб лазером относят к скоростным, пользователя сможет сделать ровный срез. В будущем он не потребует доработки. Для такого процесса подойдет трубопрокат, который изготавливается из алюминия и стали (нержавейка, черная). Техособенности лазерного разрезания труб:
- Наибольший диаметр используемого круглого трубопровода – до 20 см.
- Наибольшие параметры обрабатываемого профильного трубопровода – 14 на 14 см.
- Длина заготовки для лазерного разрезания может быть до 6 м.
Скорость процесса иногда достигает 1,5-9 см в секунду ввиду большого количества оборотов, на которых работает устройство. Так, на протяжении 60 минут возможно нарезать трубы в диаметре до 600 м. Но следует учитывать, чем больше толщина стенок, тем меньше скорость самой обработки.
Когда делается разметка руками, возникают отклонения, вследствие чего при сборке трубы, ее составляющие попросту не состыкуются. Для исключения такой проблемы специалистами рекомендовано создать шаблон из фрагмента профиля, однако с большим сечением.
Изготовление такого шаблона не вызовет сложностей:
- Отмеряется посредством угломера на небольшой части трубопровода угол в 45 градусов.
- Используется станок и болгарка, производится разрез, затем кромки детали шлифуются.
- Далее вставляется в приготовленный шаблон профильная труба с меньшим диаметром описанного круга.
- Отталкиваясь от изготовленного самостоятельно угломера, делается разметка с помощью чертилки.
- По ней делается разрез, используя болгарку.
- В заключении зашлифовываются кромки.
 Резка профильных труб
Резка профильных труб
Лазерная резка круглых труб
Такой метод разрезания круглого трубопровода предусматривает применение лазера. Энергия устройства будет сфокусирована в один тонкий луч, который разрушает, испаряет и расплавляет строение материала. Луч будет сфокусирован на конкретной точке, проделывая аккуратный точный срез. Часто в строительных и промышленных работах используют лучи, которые продуцируют энергию тепла.
Посредством лазерной резки делаются точные срезы с наименьшим количеством неровностей. Качественная сварка обусловлена оснащенностью станка лазерной резки труб опцией, которая позволяет снять фаску в любых точках, вне зависимости от места нахождения оси трубопровода. В частности, такое преимущество актуально при изготовлении трубы с повышенным давлением. Такие детали нуждаются в сварке высокого качества.
Поскольку лазерный луч будет проходить сквозь оптоволокно, отсутствует нужда во внутренней спецоптике. Потому при высоких качествах эксплуатации волоконные лазеры не нуждаются в большом вложении финансов во время ремонта. В связи с этим лазерная резка в такой ситуации будет дешевле.
При газолазерном разрезании место среза на материале не успеет нагреться из-за большой скорости работы устройства. Вследствие этого все качества, которые свойственны материалу, сохранятся. Это даст возможность в дальнейшем использовать его в процессе возведения разных конструкций.
 Резка круглых труб
Резка круглых труб
Лазерная резка является современным технологическим процессом, который позволяет кроить и резать материал с помощью сильного излучения. Применение такого метода обеспечит повышенную эффективность из-за качества разрезания и скорости работы станка.
Качество резки металлов
Оно характеризуется шириной реза, шероховатостью поверхности, неперпендикулярностью кромок, глубиной зоны температурного влияния, наличием грата на кромках, а также точностью деталей. На показатели качества влияют параметры излучения и вспомогательного газа, вид и толщина разрезаемого материала, а также скорость резки. Каждой толщине материала соответствует оптимальная скорость резки, близкая к максимальной, при которой достигаются наилучшие показатели качества. В табл. 28.2 приведены показатели качества лазерной резки углеродистых сталей с использованием непрерывного одномодового 1*кВт излучения, сфокусированного в диаметр 0,15—0,20 мм. В качестве вспомогательного газа использовался кислород под давлением 0,3—0,5МПа. Увеличение диаметра сфокусированного излучения и, следовательно, увеличение толщины расплава на передней поверхности реза ухудшают качество резки.

Качество резки в значительной мере зависит от положения фокальной плоскости резака относительно поверхности листа. Ее следует располагать на поверхности листа или заглублять на треть толщины. Допускаются отклонения от установленного положения фокальной плоскости в пределах 0,1—0,5 мм, причем более жесткий допуск следует выдерживать при резке тонколистовых металлов. Замена кислорода воздухом при обработке сталей толщиной >3 мм приводит к уменьшению ширины реза на 20—40%, однако увеличивается количество грата на нижних кромках, что в совокупности со снижением скорости резки приводит к увеличению глубины зоны температурного влияния.
Величина шероховатости поверхности реза характеризуется глубиной, частотой повторения и наклоном бороздок и изменяется по толщине листа. К верхней кромке примыкает зона с наименьшей глубиной бороздок, образующихся в результате периодического разрушения от верхней кромки в глубь металла. В расположенной ниже зоне образуются более глубокие бороздки в результате одновременного воздействия на металл лазерного излучения и вспомогательного газа. У нижней кромки металла расположена зона с наибольшим наклоном (отставанием) бороздок в сторону, противоположную направлению резки. Образование бороздок в этой зоне связано в основном с воздействием на поверхность кромки стекающего расплавленного металла и вспомогательного газа. Приведенные в табл. 28.2 шероховатости относятся к средней зоне металла. С увеличением скорости резки и плотности мощности глубина бороздок уменьшается на всей поверхности реза. Глубина зоны температурного влияния зависит от тех же параметров, что и ширина реза, в первую очередь — от диаметра сфокусированного луча и скорости резки.
Так что же лучше выбирать?
Однозначно ответить, что лучше — плазменная резка или лазерная сложно, ведь эти технологии можно считать взаимозаменяемыми. Если вы работаете с тонкими материалами, то предпочтение точно стоит отдать лазеру.
Но когда предстоит раскройка твердого и довольно толстого материала: чугуна или меди, например, лучшего способа, чем плазменная резка не найти. Поэтому, если у вас крупное предприятие, занимающееся обработкой разных материалов, целесообразно будет обзавестись двумя станками.

Специалисты предприятия осуществляют фрезеровку и лазерную обработку материалов разного типа по хорошей цене и недорого.
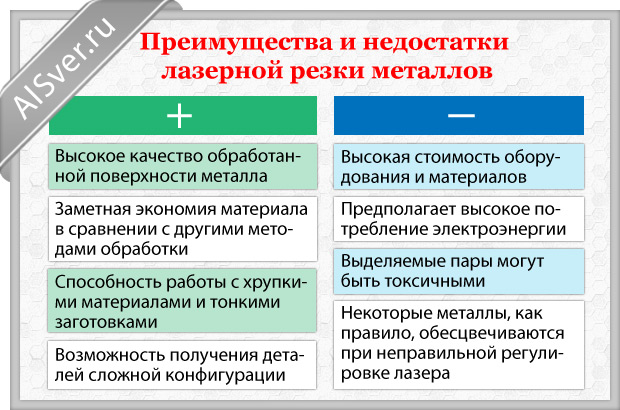
Преимущества и недостатки
Резка с помощью лазера имеет ряд неоспоримых преимуществ при сопоставлении с другими видами обработки. Выделяют следующие положительные характеристики:
- приемлемый диапазон обрабатываемых толщин: лазерная резка алюминия — 0,2-2 см, нержавейка — резка листов толщиной до 1,2 см, углеродистая сталь — 0,5-2 см, латунь и медь — 0,2-1,5 см;
- ширина реза от 0,1 до 1 мм;
- исключение непосредственного контакта режущего элемента с поверхностью обрабатываемой заготовки, что позволяет работать с хрупкими и ломкими материалами;
- отсутствие потребности в дополнительной финишной обработке;
- высокая производительность (особенно при сопоставлении с резкой металла кислородом);
- простота и легкость управления оборудованием на производстве: чертеж изделия, выполненный в специальной графической программе, просто загружается в блок управления;
- высокая скорость разделки тонколистового проката;
- экономный расход материала за счет компактного расположения деталей на листе раскроя;
- резка металла под углом и в различных направлениях;
- изготовление изделий сложных форм;
- экономически выгодное производство изделий малыми партиями, когда операции штамповки и литья нецелесообразны;
- высокая точность разреза с ровными краями без наплывов и заусенцев, позволяющая передавать детали от места резки сразу на участок сварки металлов.
Надо отметить и отрицательные стороны резки лазером:
- высокая стоимость;
- низкая продуктивность при резке бронзы, алюминия, легированной стали и латуни;
- невозможность разделывать заготовки любой толщины;
- вследствие подкаливания материала в зоне пятна резки возможны трудности последовательного проведения лазерной резки и гибки металла.
Особенности плазменной резки
Резка металла – ответственная задача
Очень часто данный процесс сопряжен со многими факторами, которые необходимо принимать во внимание. Это и объемы выполняемых работ, и тип металла, и его толщина. Особенно важным показателем является количество работы
Если ее необходимо осуществлять редко, тогда плазменная резка металла – не самый выгодный вариант. Стоимость подобного аппарата не окупится при незначительном использовании и, возможно, в таком случае лучше отдать предпочтение другим методам, например, болгарке
Особенно важным показателем является количество работы. Если ее необходимо осуществлять редко, тогда плазменная резка металла – не самый выгодный вариант. Стоимость подобного аппарата не окупится при незначительном использовании и, возможно, в таком случае лучше отдать предпочтение другим методам, например, болгарке.
Иначе говоря, для того чтобы разрезать трубу на даче или для несерьезных бытовых целей предпочтительнее выглядит хорошая УШМ.
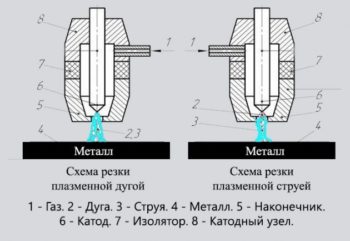 Схема плазменной сварки и резки.
Схема плазменной сварки и резки.
Если в домашних условиях на это можно потратить время, то на производстве подобная процедура потребует существенных финансовых затрат.
В плазменной резке применяется высокоскоростной поток ионизированного газа – плазмы. Она служит проводником тока между аппаратом и деталью. В результате изделие нагревается и плавится. Также в процессе работы поток газа сдувает расплавленный материал, тем самым разделяя его на части.
Из основ принципа работы метода становится понятно, что он применим для токопроводящих материалов. К таким относятся, например, алюминий, нержавейка, углеродистые стали.
В случае плазменной обработки могут использоваться различные газы. Несмотря на это, самый распространенный вариант – сжатый воздух. Данный газ доступен, а кроме того его использование не требует дополнительного применения кислорода.
Важным отличием плазменной резки является простота в ее освоении. Особенно хорошо она подходит для тонкопрофильных металлов. Если же толщина реза превышает 2.5 миллиметра, тогда возникает необходимость в использовании мощных источников питания, что невыгодно.
Резка труб лазером
Главными плюсами этого способа являются высокая скорость и наибольшая точность. При этом получается очень чистый и ровный срез, который не требуется в дальнейшем зачищать. Разрез лазером производится с помощью специальных роботизированных станков, в программу которых закладываются нужные параметры обработки. Габариты обрабатываемого профиля полностью зависят от технических характеристик станка. При этом на данных станках возможно лазером выполнять и нанесение гравировки, перфорированных отверстий и раскройку труб по конструкторским чертежам.
Одним из самых востребованных видов является лазерная резка профильной трубы. Дело в том, что труба не круглого, а некоего геометрического сечения — квадратного, шести или восьмиугольного сечения — часто является основной заготовкой для изготовления различных деталей. Такие детали применяются в конструкции самолётов, станков, автомобилей. Не удивительно, что когда обрабатывается профильная труба, к этому процессу предъявляются особо высокие требования, которые могут обеспечить лишь высокоточные станки.

Например, большинство современных станков для разрезания проката лазером могут работать с изделиями длиной не более 8 м и диаметром до 150 мм. Однако, этот минус с лихвой компенсируется скоростью и качеством. Кроме того, в последнее время в производстве появились аппараты, позволяющие производить обработку проката длиной до 15 м и диаметром до 500 мм, а толщина разрезаемой стенки может достигать 22 мм!

Ещё одной положительной особенностью подобного способа обработки является то, что прилегающая к разрезу металлическая поверхность практически не нагревается, что позволяет сохранить все первоначальные физические качества изделия
Это особенно важно, когда данные заготовки используются для создания какого-либо силового каркаса или для изготовления трубопроводов высокого давления. Применяя лазерную технологию возможно получить на срезе фаску практически под любым углом, что делает ненужной последующую обработку трубы на станке

Станки для резки профиля лазером.
На данное время мировой промышленностью выпускается большое количество станков, предназначенных для лазерной обработки металла. Практические все они автоматизированы и выполняют работу без непосредственного вмешательства человека. Тончайшие электронные настройки позволяют добиваться высочайшей точности разреза. Самые новейшие станки позволяют сразу же производить объёмную обработку заготовки в 3D режиме. Стоимость подобных современных лазерных станков, конечно же, гораздо выше, чем цена более традиционных аппаратов для резки труб, но эта разница довольно быстро окупается с помощью скорости и качества обработки проката. https://www.youtube.com/embed/wzgcZsapzHk На видео вы можете видеть как происходит процесс резки металлической трубы с помощью лазера.
Требования к чертежам для точной лазерной резки
Графические векторные файлы, с которыми работают программы для лазерной резки листов металла, имеют формат dwg, dxf. Это чертежи, используемые для изготовления деталей методом резки. Впрочем, в настоящее время возможна работа дизайнеров и с другими графическими векторными пакетами. Несмотря на то, что программа требует файлы определенного формата для проведения резки, созданный дизайнером чертеж можно легко перекодировать в нужный размер, а затем уже загрузить его в аппаратуру.
Современное оборудование работает с форматами программных пакетов CorelDraw, а также AutoCAD. Таким образом, чертежи, содержащие задание по лазерной резке или гравировке, должны поддерживаться именно ими.

Для работы с AutoCAD чертежи должны соответствовать некоторым требованиям, таким как:
- AutoCAD 2000 – чертеж не должен быть выполнен в программе ниже данной версии.
- Готовый документ должен иметь масштаб – 1:1, представление плоское 2D, координатная система World;
- Линии элементов системы должны быть замкнуты, не spline. Типы линий – Line и Arc.
CorelDraw имеет собственные требования к файлам и чертежам:
- Символы и вставки текста необходимо преобразовывать в кривые – Curves.
- Ширина кривых обязательно фиксируется константой Hairline в любом чертеже.
- Масштаб документа – 1:1.
- Отверстия и контуры необходимо создавать одним замкнутым движением (фрагментом).
- Версии программы CorelDraw должным быть от 6 и до 14.
Созданный эскиз изделия должен представлять собой схематический объект, наружный контур которого замкнут. Внутри изделие может содержать незамкнутый рез, то есть прорези и отверстия.
Перечислим ряд требований, предъявляемых к эскизам:
- Масштаб 1:1.
- Внешний и внутренний контуры должны быть замкнуты.
- Все контуры должны выполняться с использованием команд CIRCLE, LINE, ARC.
- Команды ELLIPSE, SPLINE не подходят для работы с лазерным оборудованием.
- Для выполнения ровного разреза необходимо выполнять крупные, а не мелкие линии и дуги.
- Рекомендуется не накладывать линии друг на друга, поскольку лазерному лучу придется резать одно и то же место несколько раз.
- Чертеж должен содержать информацию о количестве деталей и материале изготовления.
- В файле должна быть прописана полная информация о чертеже. Разбивка на несколько файлов не допускается.
- Информация о раскладке деталей необязательна.
Размер заготовки для резки изделия должна быть больше его внешнего контура на 5–10 мм.
Перевод контура букв в кривые происходит с помощью шрифтов Corel, они обводят каждую букву два раза или более. Участки эскиза с кривыми линиями разделяются на небольшие точечные отрезки. Все указанные выше требования необходимо точно соблюдать для получения качественной резки.
Гидроабразивная резка: технология и оборудование
Обработка металла водой, которая подаётся в производственную зону под большим давлением (более 4000..5000 ат), может вызывать локальное разрушение. Однако, значительно более эффективным признано сочетание двух потоков: водной струи (со скоростью более 1000..1200 м/с) и потока мелкодисперсных абразивных частиц, например, кварцевого или гранатового песка. При подобном комбинированном воздействии на поверхность, местное разрушение происходит и за счёт гидравлического воздействия струи и, вследствие, механической эрозии материала от твёрдых частиц абразива.
Гидроабразивная резка металла выполняется гидравлическим резаком, представляющим собой инструментальную головку, в выходной части которой имеется сопло. Туда вводятся, постоянно перемешиваясь, поток воды под высоким давлением и подготовленный (отфильтрованный по фракциям и высушенный) абразив. По мере приближения сопла к разрезаемой поверхности давление потока возрастает до показателей, превышающих предел прочности обрабатываемого материала. В результате последний разрушается по линии перемещения резака. Отработанные абразивные частицы вместе с водой удаляются через систему фильтров насосной установкой и подготавливаются для дальнейшего применения.
Технологическими характеристиками процесса являются:
- Точность разделения: зависит от размеров абразивных частиц (они не должны превышать 500..600 мкм, иначе резка будет некачественной);
- Расход абразивной составляющей: у современных станков она не превышает 45..50 г/с;
- Производительность резки. Она зависит от вида разделяемого материала и его толщины, максимально 1,5 м/мин.
С целью уменьшения уровня шума при работе оборудования, координатный стол с резаком помещают в ванну с водой. Это способствует эффективному гашению кинетической энергии струи и увеличивает долговечность оборудования.
Преимущества и ограничения
Достоинства технологии:
- Отсутствие нагрева разделяемой заготовки, максимальная температура которой не превышает 70..90С. Таким образом, её коробление исключается, а точность возрастает.
- Возможность вести обработку изделий значительной толщины – до 250…300 мм (иные способы разделения толстых заготовок неэффективны из-за высоких энергозатрат).
- Пригодность процесса для резки любых материалов, в том числе хрупких – стекла, камня и т.д.
- Высокая чистота разреза, поскольку поверхность не оплавляется, что неизбежно при всех способах термического разделения исходных заготовок.
Недостатки гидроабразивной резки:
- Сложность и громоздкость технологического оборудования.
- Малая долговечность сопла: заточка инструмента вследствие его интенсивного износа потоком абразивных частиц должна выполняться после каждой рабочей смены.
- Повышенный уровень шума во время работы.
- Возможность коррозии металла в процессе обработки, что вынуждает незамедлительно высушивать заготовки после резки.
Суммируя, можно сделать вывод о том, что для тонко- и среднелистовых металлов, а также необходимости выполнять разделительные операции более пригодны лазерные установки. Для повышения функциональности процесса при разделении толстолистового металла, при одновременном обеспечении высокого качества реза, а также при обработке нержавеющей стали, цветных металлов и сплавов и т.д. превосходство имеет гидроабразивная резка.





